


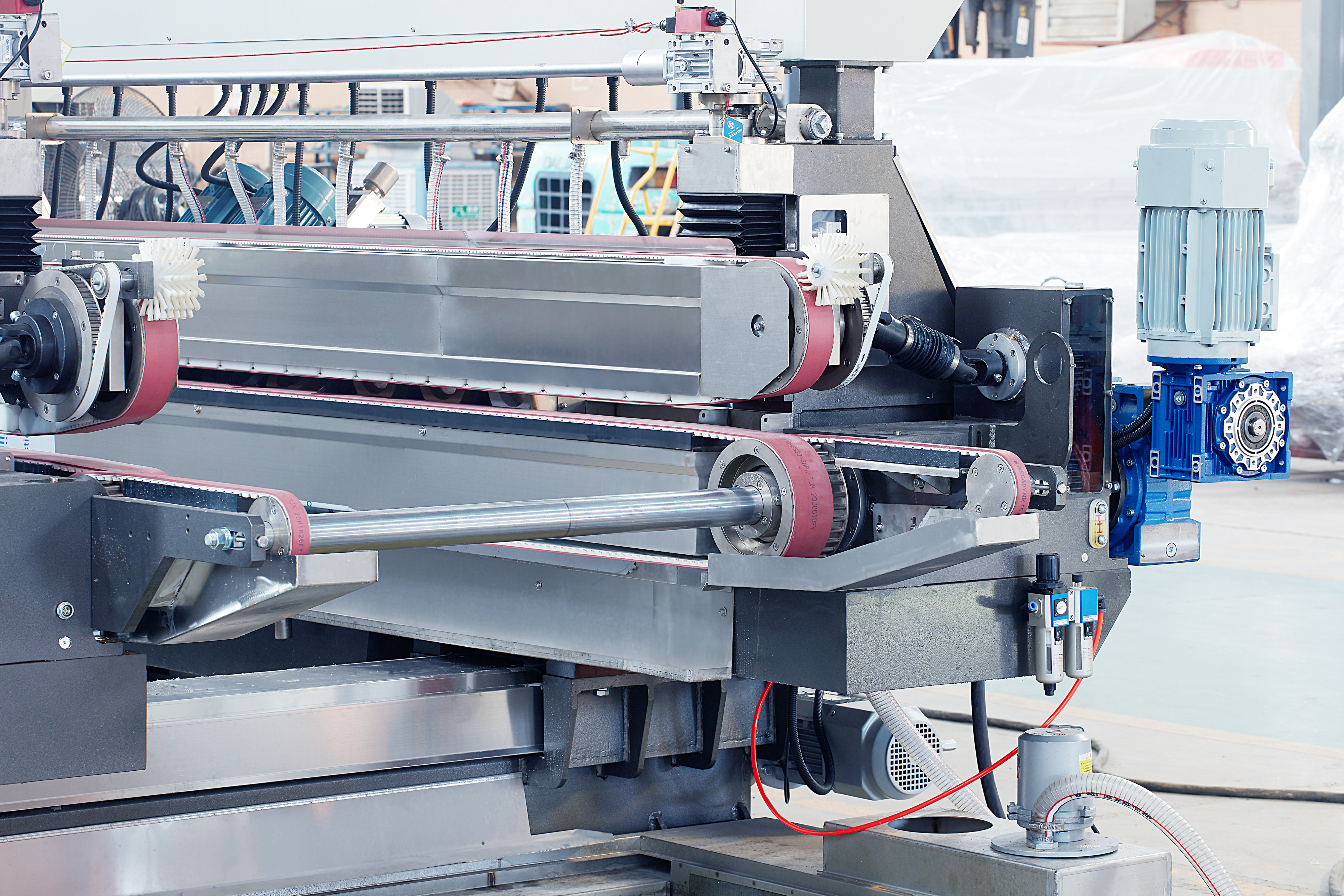












- メインギアボックスシャフトスリーブはスルースリーブ構造を採用し、高精度ローラーベアリングを使用し、安定した信頼性の高い動作、長寿命、メンテナンスコストを削減します。オプションでサーボモータートランスミッションも用意しております。


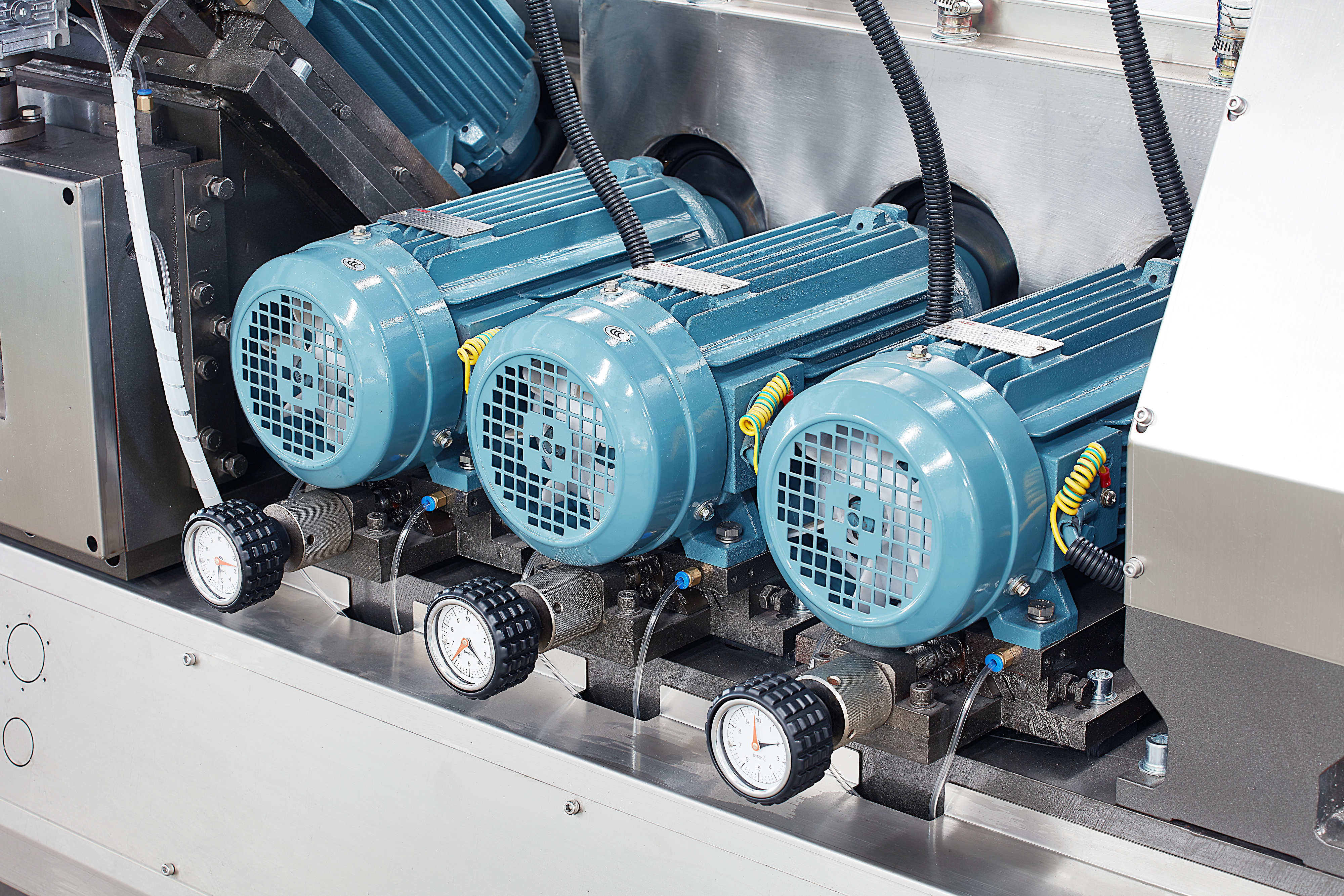
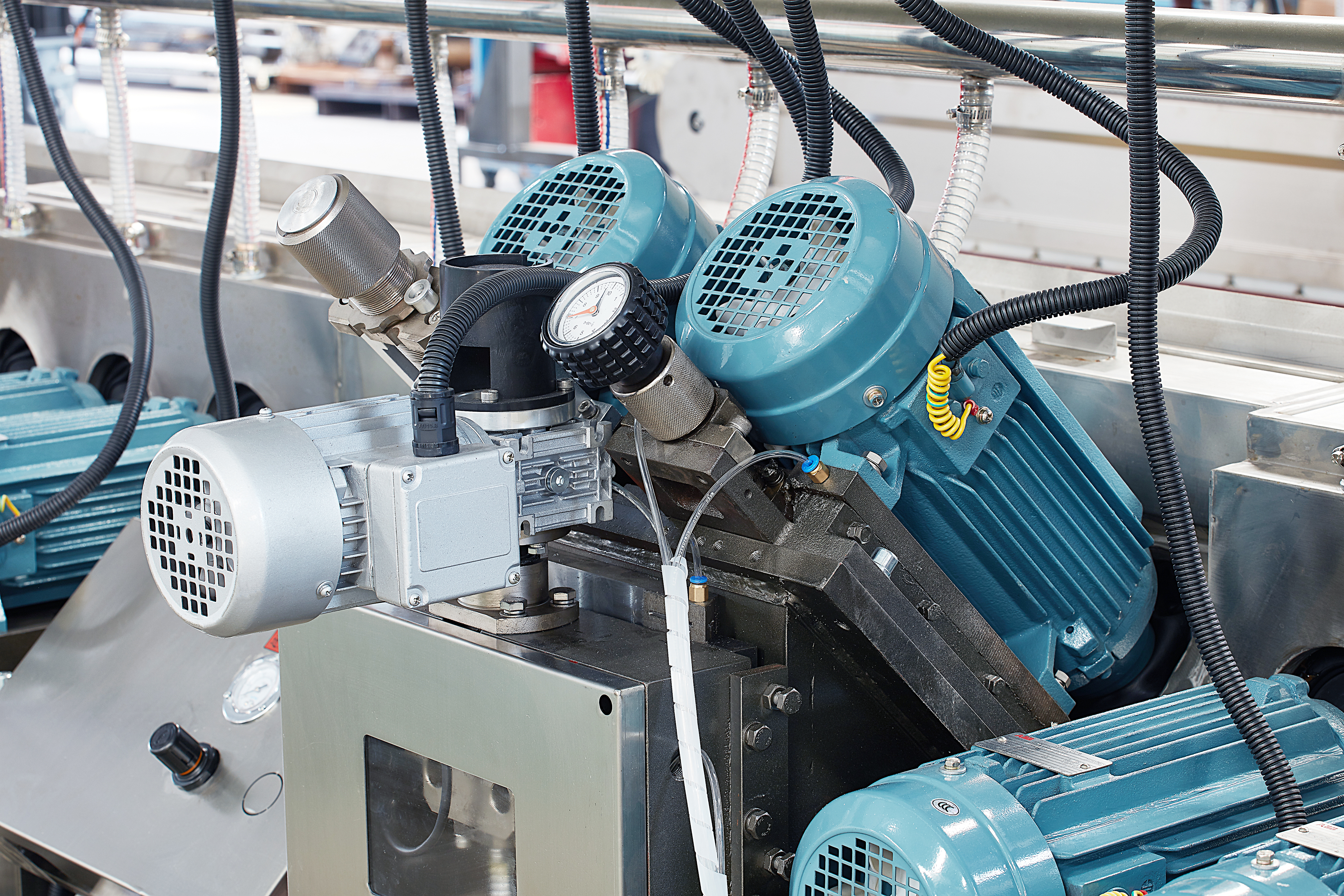
1. 標準モデル: 高性能 ABB社 モーターの最初のモデルは 3kw を採用しています。スライド部分の内部には、調整ネジロッドを備えたブロンズナットワークを採用し、隙間を減らし、より柔軟で耐久性があります。
2. メカニカル(ベルト)トランスミッション:ベルト駆動による4200rpmのメカニカルトランスミッション。スピンドルシャフトの回転速度は4200rpm/minです。シャフトは最大 12000rpm/分 まで耐えることができますが、総速度容量の 1/3 しか使用しません。加工速度は研磨時で15m/minです。研削能力が向上しました
3. サーボ駆動インフィード機構を備えた機械式 (ベルト) トランスミッション: 全自動ホイール調整。ホイールと素材の緻密な計算。人為的ミスによる不均一な研削を回避します。次の自動化レベルへのステップアップ。 &注意;

1. モーター構成:
- コンベヤモーター: 可変周波数モーター 2.2KW
- ローラーコンベアモーター 1: 可変周波数モーター 1.5KW
- ローラーコンベアモーター 2: 可変周波数モーター 1.5KW
2. 技術的パラメータ:
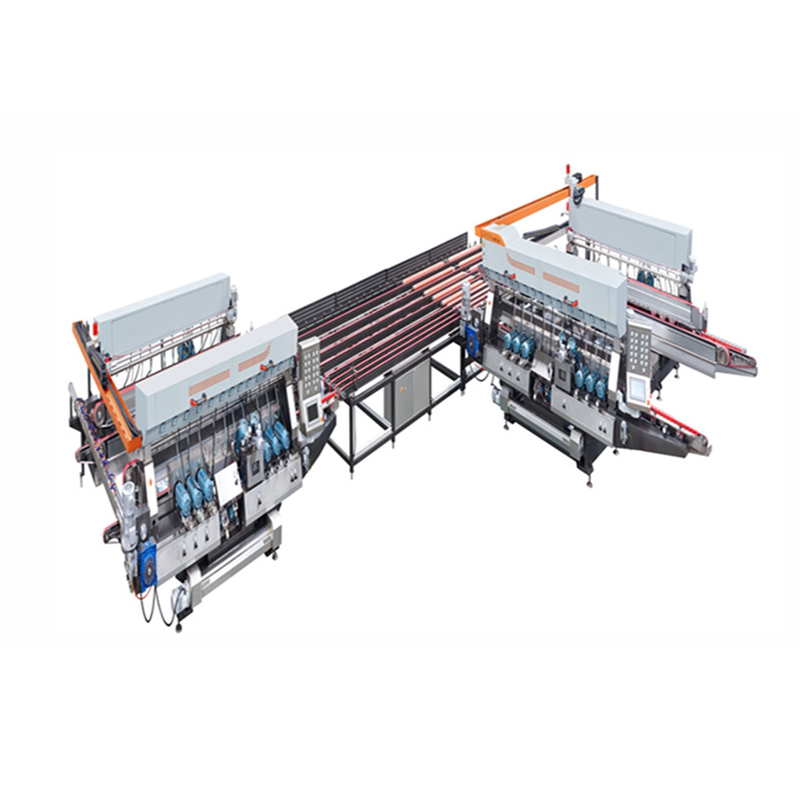
1 | 転写ガラスの最小サイズ: | 350mm*350mm |
2 | 転写ガラスの最大サイズ | 2500mm * 1500mm |
3 | 転写ガラスの厚さ | 3-25mm |
4 | 総電力 | 5.2KW |
5 | 寸法 | 8100mm * 2900mm * 1000mm |
述べる:転写ガラスのサイズが変わると外形寸法も変わります。 | ||



